网站首页
产品展示
资讯中心
关于我们
销售网络
联系我们
热门点击:
铝模具
|
木模具
|
消失模模具
|
顶箱机,漏模机
|
铸造模具
产品导航
铝型板模具
重力浇铸模具
消失模模具
工艺品模具
树脂砂型板模具
顶箱机漏模机系列
铸造木型系列
铝合金铸件
管件模具
覆膜砂壳型模具
公司动态
覆膜砂模具设计生产厂家
覆膜砂模具厂家定制
粘土砂模具厂家定制
精铸腊模模具制作厂家
铸造模具厂家定制生产
覆膜砂模具厂家定制生产
铸造模具厂家定制生产
粘土砂模具厂家定制
铸造模具厂家定制生产
粘土砂模具厂家生产
覆膜砂模具厂家定制
粘土砂模具定制厂家
精铸腊模模具厂家
铸造模具厂家生产
铸造模具制造厂家生产
圆型井盖模具定制厂家
树脂砂模具厂家定制设计
树脂砂模具厂家定制设计
精铸腊模模具厂家定制
井盖模具厂家定制
公司简介
泊头市羽丰铸造模具有限公司位于著名的铸造名城泊头,104、 106国道穿行于本市,地理位置优越、交通通讯十分便利
现主要产品有各种模型、漏模机、覆膜砂热芯盒、铝型、消失模等模具,我公司技术力量雄厚,加工设备齐全,检测手段完善。并可根据用户的不同要求,设计制作各种铸造模具。 更多
行业新闻
漏模机模具制作厂家
消失模铸造涂料多性能综合测定装置的工作原理
铝合金压铸模具钢的性能要求有哪些
铝合金型材挤压模具试模及铝挤压过程分析简介
覆膜砂的病态原理包括什么
中国经济增速放缓,模具业增速受到了影响
模具的温度对工程机械成型收缩率的影响很大
机械模具知识
铸造用射芯机简介
中国铝合金压铸件产量不断飙升
产品展示
【最新产品】
【畅销产品】
【推荐产品】
铸造模具生产定制厂家
用途:铸造模具主要指的是,为了让零部件可以获得结构和外形,事先在比较容易成型的材料中,···...
工艺模具
用途:铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,···...
花盆
用途:铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,···...
工艺模具
用途:铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,···...
工艺品信箱
用途:铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,···...
工艺品标牌
用途:铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,···...
椅腿
用途:铸造模具是指为了获得零件的结构形状,预先用其他容易成型的材料做成零件的结构形状,···...
消失模模具
用途:消失模铸造是一种近无余量,精确成型的新工艺,该工艺无需取模,无分型面,无砂芯,因···...
消失模模具
用途:消失模模具铸造成功的关键在于,懂得铸件生产厂,用户和模具设计者三者之间紧密配合的···...
油泵
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
灯杆
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
花盘
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
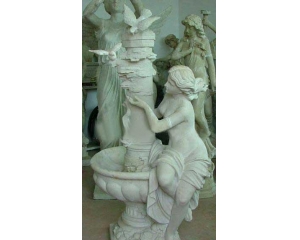
喷泉
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
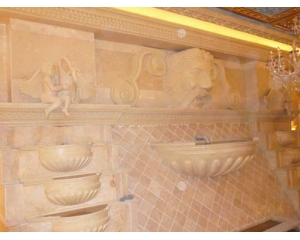
工艺品模具
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
水盆
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
木型模具
用途:木型是造型,制芯工艺过程中不可缺少的工艺装备,木型与铸件的形状,尺寸等直接有关,···...
凸轮箱模具
用途:树脂砂模具铸造,具有接省人力,铁水利用率高,砂模完整,产品成品率高,废砂能反复利···...
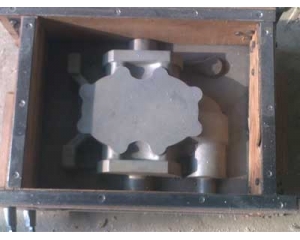
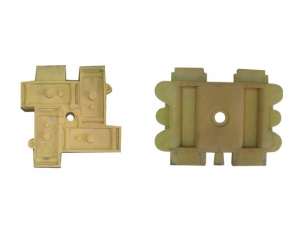
箱体模具
用途:箱体模具是铸造液态模锻的一种方法,一种在专用的压铸模锻机上完成的工艺....
纺机墙板模具
用途:树脂砂模具铸造,具有接省人力,铁水利用率高,砂模完整,产品成品率高,废砂能反复利···...
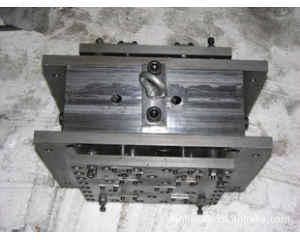
阀外体型
用途:树脂砂模具铸造,具有接省人力,铁水利用率高,砂模完整,产品成品率高,废砂能反复利···...
铝合金模具
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
联轴器模具
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
重力浇筑模具
用途:重力浇筑模具工艺首先选择合适的浇注工艺,浇注工艺的优劣直接关系到铸件质量和工艺出···...
覆膜砂型壳模具
用途:覆膜砂型壳砂粒表面在造型前即覆有一层固体树脂膜的型砂或芯砂.有冷法和热发两种覆膜···...
顶箱机
用途:型腔材料应全部采用不锈钢,优先选用2Cr13、3Cr13或进口钢材DIN1.23···...
堵漏器
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
道轨
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
机床轴
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
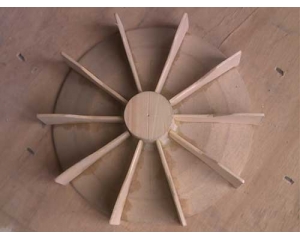
电机风叶
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
灯杆
用途:我公司常年生产各种铸造模具,产品销往全国各地,并深受客户一直好评,如有需要请与我···...
铝模具
消失模模具
床尾底座模具
铝型电机盖
铝合金模具
管件模具堵漏器
电机风叶
工艺模具
售后服务
1.我公司具有近二十年的模具研发制造历史,以其卓越的设计能力,丰富的制造经验,严谨的质量体系,零缺陷的质 量文化,保证提供精美产品。
2.使用设计选定的合格材质,依据产品质量标准,按着设计工艺,应用先进设备生产制造,并欢迎客户现场监制。
3.选用国内先进技术,确保产品质量。
4.实行自检、互检和两级双100%检验。每一产品均按产品试验标准进行空载和负载试验...
常见问题
流水线压盘模具厂家定制
铸造模具的修复手段
生产过程中压铸铝件不成型的原因有哪些呢
压铸铝件的常见问题
压铸铝合金的优缺点
铝合金铸造开工前应做好哪几项准备工作呢
铝合金铸造开工前应做好哪几项准备工作
铝合金型材挤压模具试模及铝挤压过程简单分析
如何修好铝型材挤压模具
铝型材挤压模具设计中的关键点和问题
技术文章
覆膜砂模具设计生产厂家
覆膜砂模具厂家定制
粘土砂模具厂家定制
精铸腊模模具制作厂家
铸造模具厂家定制生产
覆膜砂模具厂家定制生产
铸造模具厂家定制生产
粘土砂模具厂家定制
铸造模具厂家定制生产
粘土砂模具厂家生产
网站首页
|
产品展示
|
资讯中心
|
关于我们
|
销售网络
|
联系我们
|
网站地图
www.btyfmj.com. 泊头市羽丰铸造模具有限公司 版权所有 电话:0317-8187917 手机:18333001361 传真:0317-8187917 地址:河北省泊头市西环开发区